Navigating today’s complex food packaging environment requires more than standalone machines—it demands a fully integrated system that ensures product integrity, regulatory compliance, and operational efficiency. For B2B buyers, choosing the right packaging equipment manufacturers and a reliable food packaging machine supplier is critical to building a stable, scalable packaging line that minimizes risk and maximizes long-term return on investment.
This in-depth guide offers a practical overview of complete food packaging line solutions, covering upstream feeders and weighers, core form-fill-seal (FFS) systems, and advanced end-of-line automation.
What Is a Food Packaging Solution?

Core Concept: An Integrated, Compliant System
Defined as an integrated system of food contact materials (FCMs), package formats, and processes.
Must comply with international food contact legislation, including EU Reg. (EC) No 1935/2004, US 21 CFR Parts 174–178, and China GB 4806.x series.
Ensures materials do not transfer constituents to food in quantities that could endanger health or alter composition/organoleptic properties.
Combines material specifications, packaging equipment, and process controls to deliver compliant, shelf-ready units.
Regulatory Frameworks, Standards, and Performance Testing
Key regulations include EU Reg. (EU) No 10/2011 for plastics, US FDA Food Contact Notification (FCN) system, and China GB 4806.7‑2023 for plastics.
Migration limits for plastics specify Overall Migration Limit (OML) ≤ 10 mg/dm² and Specific Migration Limits (SMLs) for substances like BPA.
Certification standards like IFS PACsecure and BRCGS Packaging Materials (Issue 7) are critical for packaging suppliers.
Food packaging specifications must include material identity, intended use (food type, time/temperature profile), migration test results, and Declarations of Compliance (DoC).
Performance and distribution testing validated using standards such as ASTM D4169 (distribution), ASTM F88 (seal strength), and ASTM F1980-21 (accelerated aging).
Upstream Integration: Feeders and Weighers

Upstream integration of feeders and weighers ensures precise, synchronized product delivery to packaging machinery, preventing bottlenecks and optimizing throughput. This involves careful control of product flow, utilizing advanced weighing systems, and implementing robust communication protocols to maintain line efficiency.
Synchronizing Product Flow: Principles of Feeding and Weighing
Synchronizing product flow to prevent bottlenecks and ensure steady supply to downstream packaging machinery is critical for continuous operation.
Utilizing vibratory scale feed shakers and distribution systems enables precise product presentation to the weighing mechanisms, optimizing accuracy.
Employing proportional gates is essential to regulate mass/volumetric flow, actively avoiding detrimental ‘plop and drop’ flood feeding scenarios.
Integrating multihead weighers with form-fill-seal (FFS) machines ensures accurate portioning and maximizes throughput in high-speed packaging environments.
Technical Specifications and Integration Standards
Packaging systems are optimally designed to operate at 20% higher speed (Tmax rule) than upstream processes to provide buffer capacity and absorb production variances.
Specifically, case packers should be specified to run 5%-10% faster (e.g., 21-22 cases/min) than upstream wrappers to maximize the uptime of the identified bottleneck.
Implementing PackML facilitates multi-vendor interface standardization, enabling PLC-based centralized control and seamless integration with MES/ERP systems for holistic line management.
Adhering to GMP-compliant technical specifications, including 3D modeling for FMEA and conducting full-line Factory Acceptance Tests (FAT) and Site Acceptance Tests (SAT) in dedicated 10,000 sq ft halls, ensures robust line performance.
Employing simulation tools like Emulate3D or Plant Simulation is crucial for validating speeds, layouts, and buffer sizes thoroughly before the physical installation begins.
Core Packaging: Form, Fill, and Seal Systems
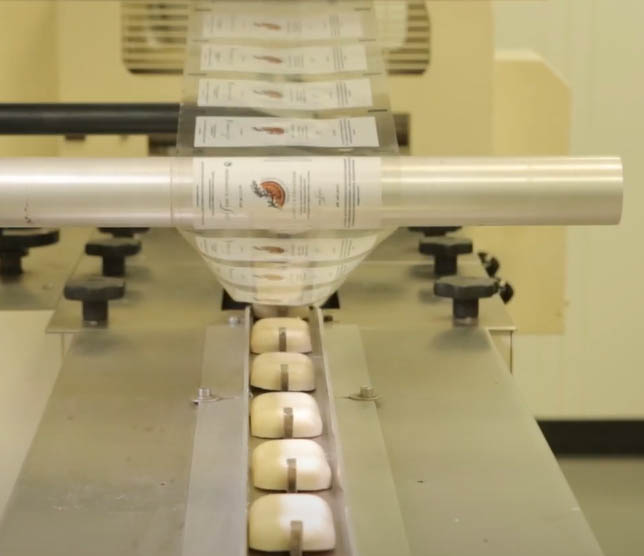
Form, Fill, and Seal (FFS) systems automate the packaging process by continuously forming a container from rollstock, accurately filling it with product, and then hermetically sealing it. These systems, such as Vertical FFS (VFFS), are crucial for high-volume food packaging, employing precise motion control, robust heat sealing, and specialized barrier films to maintain product integrity and extend shelf life.
Principles of Form, Fill, and Seal Packaging
Core Packaging Form, Fill, and Seal (FFS) systems integrate film forming, product filling, and sealing into a continuous automated process.
Vertical Form Fill & Seal (VFFS) is a common method where film from a roll forms a tube around a forming tube, product is filled, then sealed vertically (long seal) and horizontally (cross seal).
These systems are engineered with hygienic design, often featuring stainless steel frame construction and food-grade contact parts suitable for wet, dusty, or corrosive environments.
Key Technologies and Material Considerations
Precise heat sealing is achieved via seal bars or cross jaws applying consistent pressure and temperature, actuated by servo drives, VFDs, or pneumatic cylinders for stronger, airtight closures.
Advanced film materials like multi-layer HIPS/EVOH/PE or PP/EVOH/PP rollstock are essential for thermoformed containers, providing crucial oxygen/moisture barriers and extending shelf life.
Functional areas include servo-controlled film tension, accurate product feeders (e.g., hopper/dispenser), and synchronized sealing/cutting jaws to match film velocity.
System engineering focuses on precise motion control (e.g., servo axes, PID/VFD) and material selection (high-grade stainless steel) for corrosion resistance, easy sanitation, and reliable operation.
Need Help Finding the Right Food Packaging Line Solution?

Downstream Logistics: Labeling, Coding, and Inspection
Downstream logistics in food packaging focuses on precise labeling, coding, and thorough inspection to ensure product traceability, regulatory compliance with standards like IFS and HACCP, and maintain packaging integrity. This involves robust material traceability, hygienic equipment design, and synchronized operations to prepare products for distribution.
Regulatory Compliance and Traceability Mandates
IFS Food Packaging Guideline v2.1 mandates a documented traceability system linking each finished product lot to specific batches of food-contact packaging materials.
Regulatory frameworks such as HACCP, IFS, BRC, and GMP require detailed records for receipt, processing, rework, and distribution of packaging materials.
Labeling and identification must clearly attribute batch numbers of raw packaging material to finished products and their Declaration of Compliance (DoC).
Traceability databases must capture product identifier, production lot/batch, packaging material batch linkage, and regulatory food-contact declarations.
Hygienic Design and Operational Integration of Downstream Equipment
Downstream equipment, including labeling and inspection stations, is commonly constructed from 304L or 316L stainless steel to meet hygienic design rules (smooth, cleanable, no retention zones).
Synchronization of conveyor zones for up to 12 stages from picking to labeling is critical to avoid micro-stoppages and maintain overall equipment effectiveness (OEE).
Control devices, such as leak tests and visual inspection systems, are essential for verifying packaging integrity before downstream distribution.
ISO packaging and logistics standards are used to optimize unit loads, reducing damage and waste during transport, storage, and handling.
Common Packaging Formats Used for Food
Food packaging utilizes a diverse range of formats including rigid (cans, glass), semi-rigid (cartons, trays), and flexible (pouches, sachets), each designed with specific material compositions, layer structures, and performance parameters. These formats are engineered to ensure product safety, preserve quality, and meet stringent global regulatory standards for food contact materials.
Understanding the Range of Food Packaging Formats
Rigid formats encompass metal cans (tinplate steel EN 10202 or aluminum EN 541), glass jars and bottles (soda-lime glass EN 572-2), and HDPE/PET plastic bottles.
Semi-rigid options include thermoformed plastic trays and cups (PET, PP, PS), as well as multilayer aseptic liquid cartons (paperboard, polyethylene, aluminum foil).
Flexible packaging solutions consist of pouches, sachets, and flow-wraps, often constructed from multi-layer laminates like PET/ALU/PE or PA/PE.
Each format is precisely defined not only by its geometry but also by its material composition, specific layer structures, and regulated performance characteristics.
End-of-Line Automation: Case Packing and Palletizing
End-of-line automation for case packing and palletizing integrates robotic systems (Delta, SCARA, Cobots) with custom End-of-Arm Tooling (EOAT) to efficiently pack products into cases and stack them onto pallets. These systems leverage vision, AI, and hygienic design to achieve high throughput, ensure safety, and comply with industry standards.
Integrated Robotic Systems and Process Flow
Utilization of robotic systems such as Delta robots, SCARA robots for high-speed precision, and Collaborative robots (Cobots) like OMRON TM series for human interaction.
Customizable End-of-Arm Tooling (EOAT) designed for handling diverse product formats including bags, pouches, cartons, and shrink-wrap.
Sequential process flow typically involves box erectors for case formation, conveyors for transfer, case packers for loading products (e.g., 8 items/pick), and robot palletizers for stacking onto pallets.
Synchronization and control achieved through PLCs (Programmable Logic Controllers) and SCADA (Supervisory Control and Data Acquisition) systems for 24/7 operation.
Performance Metrics, Hygienic Design, and Compliance
Demonstrated throughput increases, such as up to 12,000 tubs/day (an 80% capacity increase) and 55 trays/min processing.
Incorporation of vision systems/AI sensors for real-time defect correction, quality assurance, and minimal downtime changeovers.
Adherence to hygienic design principles, including the use of stainless steel (non-corrosive for washdowns), enclosed structures, and CIP (Clean-in-Place) capabilities to meet FDA/USDA regulations.
Compliance with safety standards like OSHA/ANSI and ISO 13849-1 for safety functions, including alarms, lockout/tagout procedures, and emergency stops.
How to Choose the Right Food Packaging System
Choosing the right food packaging system involves a comprehensive risk assessment, adherence to regulations like IFS 4.5.1 and FDA CFR Title 21, and rigorous performance validation using standards like ASTM D4169. It requires careful consideration of material barriers (e.g., EVOH), seal integrity (F88), and supplier certifications to guarantee product safety and shelf life.
Risk-Based Specification and Regulatory Compliance
Defining packaging material parameters is crucial and must adhere to IFS Requirement 4.5.1, meticulously considering potential risks, the intended application, and relevant legislation such as Regulation (EC) No 10/2011 for plastic materials. Simultaneously, compliance with FDA Regulations, specifically CFR Title 21 for food contact materials and the inclusion of GRAS (Generally Recognized As Safe) substances, is non-negotiable.
It is imperative to prioritize suppliers who possess IFS PACsecure certification, demonstrate HACCP and GMP compliance, and maintain robust allergen management protocols to safeguard product integrity. Furthermore, implementing full batch traceability, linking raw materials to the finished product, and backing this with a Declaration of Compliance (DoC) or equivalent suitability evidence ensures accountability and consumer safety.
Engineering Performance and Material Validation
Packaging performance must be rigorously validated against established ASTM Standards, including D4169 for distribution testing, F88 for seal strength integrity, and F1980-21 for accelerated aging predictions. The selection of appropriate barrier materials is critical, encompassing full barriers like metals and glass, alongside advanced multi-layer films such as EVOH (ethylene vinyl alcohol) for superior oxygen and moisture protection. Targeted testing methods, including seal stability (under varying temperature and pressure), mechanical stress resilience, and leak detection techniques (e.g., dye penetration), along with comprehensive migration tests (organoleptic, chemical analysis), are essential.
Finally, physics-driven factors, such as optimizing barrier layer thickness for migration control and incorporating antimicrobial surfaces for microbial prevention, contribute significantly to overall product preservation and safety.
Final Thoughts
A complete food packaging line is not just a set of machines, but an integrated system designed to ensure product safety, regulatory compliance, and efficient production flow—from upstream feeding and weighing to FFS systems and automated end-of-line solutions. This holistic approach helps manufacturers improve food safety, extend shelf life, enhance traceability, and boost overall equipment efficiency.
For food manufacturers facing growing regulatory pressure and market competition, investing in an integrated packaging line is a strategic move toward long-term growth and brand trust. chlbgroup provides complete food packaging line solutions and customized automation systems to help you build efficient, compliant, and scalable packaging operations with confidence.
Frequently Asked Questions
What is the difference between an integrated packaging line and standalone machines?
An integrated packaging line is a single, synchronized system where multiple machines (filler, sealer, coder, labeler, case packer, palletizer, conveyors, inspection, etc.) are electronically and mechanically linked and controlled from a central supervision/PLC so product flows continuously through all steps with coordinated speeds, buffers, and traceability. A standalone machine performs only one of these functions (e.g., a filler or a strapping machine) and runs as an isolated unit that must be manually fed/removed or loosely connected, with its own local controls and no guaranteed line‑level synchronization. Integrated packing lines are explicitly specified to automate “multiple packing stages (wrapping, strapping, conveying, labeling)” in “one continuous system”, whereas a standalone machine is specified for “only one” of these stages.
How long does it take to install and commission a complete food packaging line?
Industry standard installation and commissioning time for a complete food packaging line ranges from 1-3 days for small-scale lines to 2 weeks for medium-scale and up to several months for large-scale lines, including assembly, testing, and optimization. For complex medium-scale lines with multiple machines, it typically takes 2 weeks.
Can a complete packaging line handle multiple products or do I need separate equipment for each SKU?
Complete food packaging lines can handle multiple products and SKUs using multi-function equipment, provided the products share similar types and specifications (e.g., granular materials); separate special equipment is required only for single products or highly dissimilar varieties. For example, multihead weighers can combine 3 to 5 buckets per charge for target weights like 100 grams across multiple products.

















