Is your packaging operation struggling to balance high-speed production with limited factory floor space? Vertical Form Fill Seal (VFFS) machines are the powerhouse solution, offering a compact, efficient, and versatile approach to packaging everything from snacks to powders.
This comprehensive guide will demystify Vertical Packaging Machines, delving into their intricate mechanics, unparalleled versatility, and space-saving advantages. We’ll show you how VFFS can shrink your footprint to as little as 62 inches while achieving speeds of up to 300 bags per minute. From understanding film handling and bag styles to selecting the right filler and implementing critical maintenance, you’ll gain the insights needed to optimize your packaging line for maximum efficiency and return on investment.
The Mechanics of Vertical Form Fill Seal (VFFS)
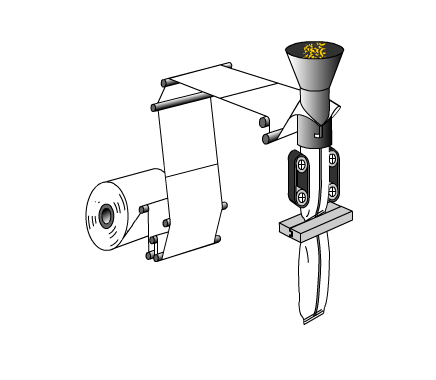
VFFS machines convert a continuous film web into pouches or bags through a series of synchronized mechanical operations: unwinding, forming, longitudinal sealing, product filling, cross-sealing, and cutting. These processes are precisely controlled by servo drives or pneumatics to ensure efficient and reliable packaging.
Core Principles of Film Handling and Bag Forming
Film is unwound from a single web roll, tensioned by a servo-driven unwind axis to maintain consistency.
Nip or transport belts pull the film around a forming collar and tube to create a tubular shape.
A longitudinal ‘back’ seal is applied (fin or lap seal) where the film edges overlap, with lap seals requiring sealant on both inner and outer film surfaces.
Product drops by gravity through the forming tube onto the bottom seal.
Motion Control, Sealing Mechanisms, and Operational Performance
Motion formats include intermittent (film stops for sealing) and continuous (jaws move with film in ‘flying shear’) VFFS.
Modern systems use servo motors for film pull and jaw motion, while older or simpler units use pneumatic cylinders for jaw actuation (typically 6–8 bar compressed air).
Cross jaws, arranged as front/back pairs, deliver precise sealing pressure and dwell time at a defined seal activation temperature.
Typical VFFS systems can achieve speeds up to ~100 bags per minute in standard snack/dry food applications.
Control architecture often utilizes integrated motion control platforms (p.ej., Rockwell, ABB) over industrial networks like EtherNet/IP for synchronized servo axes.
Advantages of VFFS: Space Saving and Versatility

VFFS machines offer significant space savings due to their vertical, integrated design, reducing footprint to as little as 62″. They also provide high versatility, accommodating bag widths from 2″ to 11″ and various dry products like snacks, powders, and granules through modularity and quick changeovers.
| Advantage Category | Key Metric/Feature | Detalles/Impacto |
|---|---|---|
| Space Saving | Compact Footprint | As little as 62″ for models like the MVC-250; vertical design reduces floor area significantly. |
| Space Saving | Vertical Integration | Single forming tube processes film vertically, eliminating separate stations and reducing equipment count compared to HFFS systems. |
| Versatility | Bag Size Compatibility | Accommodates widths from 2” to 11” and lengths from 3” to 15.5”; supports various pouch formats from one roll-fed system. |
| Versatility | Product Types & Changeovers | Modular design with stainless steel and tool-free changeovers supports multi-product runs (snacks, powders, granules). |
| Eficiencia | Production Speeds | Achieves up to 150 bags/min standard, with high-end models reaching 300 bags/min per tube. |
Compact Footprint and Vertical Integration
VFFS machines utilize a vertical orientation, forming bags around a single tube from a continuous film roll, inherently minimizing floor space requirements. This design allows for a significantly compact footprint, with models like the MVC-250 fitting into as little as 62″ while maintaining high-speed operation, even up to 300 bags/min on high-end configurations.
The inline process integrates forming, filling, and sealing into one vertical operation, eliminating the need for separate horizontal stations. This contrasts sharply with horizontal form-fill-seal (HFFS) systems, which demand a more expansive horizontal layout for film feeding and product transfer, making VFFS ideal for manufacturers with constrained factory floors.
Broad Versatility for Product Types and Bag Formats
Modular design, often featuring stainless steel construction and tool-free changeovers, enables VFFS systems to support diverse multi-product runs, including snacks, powders, and granules. Advanced components like adjustable back seals, pneumatic jaws, and servo-driven controls further enhance adaptability for various dry foods and irregularly shaped items.
Bag size compatibility is extensive, ranging from 2” to 11” in width and 3” to 15.5” in length, with larger machines accommodating even bigger dimensions. This versatility extends to supporting various pouch formats, such as flat bottom or gusseted bags, all from a single roll-fed system without requiring major retooling. Film tracking and precise temperature integration ensure consistency across this broad range of widths and product types.
Gravity-fed filling, channeled via the vertical tube, ensures consistent dosing for dry foods, a critical factor for minimizing waste. This engineering logic also complements hygiene-focused wet-clean designs, making VFFS machines suitable for stringent food processing lines.
Matching Fillers: Augers, Volumetric, and Weighers
VFFS machines are paired with auger fillers for powders, volumetric fillers for granules, and multihead weighers for fragile or high-accuracy products. Selection depends on product characteristics, desired accuracy, and speed, with all systems integrated via precise control architectures for synchronized filling.
Selecting the Right Filler: Augers, Volumetric, and Multihead Weighers
Auger Fillers: Ideal for powders (p.ej., seasoning blends, milk powder, drink mixes), typically servo-driven with custom agitators for specific product consistency.
Volumetric Fillers: Best for free-flowing granules and certain snack inclusions (nuts, candies, beans), often using servo-driven cups or turn-table metering devices for moderate accuracy.
Multihead Weighers: Employed for fragile products, count-by-weight applications, or when paramount accuracy is required (p.ej., premium granolas, extruded snacks).
Filler selection is driven by product behavior (dusty powder vs. free-flowing granules vs. fragile snacks), required weight accuracy, and target bags-per-minute.
Performance Metrics, Integración, and Control Systems
Auger Fillers: Achieve 25–35 cycles/min for powders up to 1 kg fill weight on mini VFFS, with servo synchronization for precise dispensing.
Volumetric Fillers: Operate at up to ≈45 bags/min for 50–1000 g granules, with turn-table variants like Komack TYP-602.2/L reaching 40–60 sachets/min for 5–50 g fills.
Multihead Weighers: Provide best accuracy (±0.5–1.0 g for small portions) at similar speeds (≈40–45 cycles/min on mini VFFS, arriba a 70 bags/min on larger frames).
All filler types are typically servo-driven and synchronized with the VFFS jaw cycle, often via EtherNet/IP using ControlLogix/CompactLogix platforms (Rockwell Automation).
VFFS frames for these fillers feature polished stainless steel product contact surfaces and NEMA 12 electrical enclosures (p.ej., Viking Masek M250), requiring 6–8 bar compressed air and up to 6 kVA power.
Intelligent Packaging Machinery: Powering Global Efficiency

Film Tension and Tracking for Perfect Seals
The Criticality of Film Tension for VFFS Seal Quality
Consistent film tension and tracking are tightly coupled to seal quality, preventing issues like wrinkles, stretching, and mis-registration that directly impact vertical and horizontal seal integrity.
Film must balance adequate stiffness and low coefficient of friction (COF) to withstand tensile forces from unwinding and pull belts without deforming or sticking.
Incorrect tension (slack or over-tension) leads to wrinkles, crooked seals, film stretch, registration drift, and ultimately, defective or contaminated seals.
Advanced Tension Control Systems and Mechanisms
Base tension is generated at the unwind section using pneumatic or friction brakes on static mandrels, or VFD/servo/DC gear-motor drives for higher-performance powered unwinds (Rockwell Automation).
Closed-loop tension control is commonly achieved with a dancer arm / floating roller and displacement sensing, adjusting drive speed or brake torque to maintain the dancer’s position (Yidu Mach, Zengran).
Servo-controlled pull belts (friction or vacuum) act as the primary transport, gripping and pulling the web over the forming collar under consistent tension (Unified Flex, Zengran).
Mechanical adjustments, such as moving tension weights and springs to outermost positions and setting stopper screws to ~0.25 in (6 mm) on the Matrix MVC-300, allow the dancer bar to float and absorb tension fluctuations, stabilizing tracking.
Bag Style Options: Pillow, Side-Gusset, and Quad-Seal

| Bag Style | Key Characteristics & Dimensions | VFFS Machine Adaptability & Velocidad |
|---|---|---|
| Pillow Bag | Simplest form, single web film, longitudinal back seal, top/bottom seals. Common width: 60–400 mm; longitud: 70–500 mm. | Highest throughput, arriba a 250 bags/min (p.ej., tna robag® FX 3e). Standard on most VFFS. |
| Side-Gusset Bag | Enhances cross-sectional volume & pallet efficiency by tucking film at sides. Width: 60–400 mm; longitud: 70–500 mm. Compact models: 50–170 mm width, 30–230 mm length. | Adds modest complexity; requires gusseting fingers. Achievable on standard VFFS, arriba a 75 bags/min for compact models. |
| Quad-Seal Bag | Premium format with superior shelf presentation and stability, featuring four distinct vertical corner seals in addition to top/bottom seals. | Achieved via specific forming sets and seal jaw configurations (p.ej., WPMC, Matrix MVI series, Syntegon). Typically run at lower speeds than pillow bags. |
Understanding the Core Differences and Applications
Pillow bags are the simplest and highest throughput style (p.ej., arriba a 250 bags/min for snacks), formed from a single web film with a longitudinal back seal and top/bottom seals.
Side-gusset bags enhance cross-sectional volume and pallet efficiency by tucking the film at the sides before longitudinal sealing, adding modest complexity.
Quad-seal bags are premium formats, providing superior shelf presentation and stability by creating four distinct vertical corner seals in addition to top and bottom seals.
Technical Specifications and VFFS Machine Adaptability
VFFS machines are designed to run multiple bag styles on one frame, switching between pillow, gusset, and quad-seal formats via change parts, forming sets, and seal jaw configurations.
Typical bag dimensions for pillow and side-gusset formats range from 60–400 mm in width and 70–500 mm in length on standard machines.
Compact VFFS models (p.ej., VF170) can handle smaller formats, with bag widths of 50–170 mm and lengths of 30–230 mm, reaching outputs up to 75 bags/min.
Advanced VFFS systems utilize servo-driven film pull and seal jaws (p.ej., Matrix MVI series with 300–400 mm jaw width) to ensure precision and consistent geometry across different bag styles.
Material Compatibility: PE vs. Laminated Films
PE films offer cost-effective moisture barriers suitable for basic packaging, while laminated films combine layers like PET/PE or BOPP/PE to provide superior strength, imprimible, enhanced barrier properties (moisture, oxygen), and better heat-sealability for diverse VFFS applications requiring extended shelf-life and aesthetic appeal.
Fundamental Properties: PE Film vs. Multilayer Laminates
PE Film: Valued for cost-efficiency, cushioning, and moisture barrier properties, but offers limited gas/liquid protection and is susceptible to compression set under prolonged pressure.
Laminated Structures: Engineered by combining layers such as outer PET (for strength, imprimible, gloss) or BOPP (for clarity, high gloss) with an inner PE layer (for heat-sealability and moisture barrier), addressing PE’s limitations.
Heat-Sealability: PE provides superior heat-sealability at lower temperatures, a critical factor for efficient, high-speed vertical form-fill-seal processes.
VFFS Performance: Barrier, Durability, and Recyclability
Barrier Performance: Laminados, particularly those integrating EVOH, excel in providing enhanced moisture and oxygen barriers, crucial for extending the shelf-life of snack foods and dry goods.
Durability & Aesthetics: PET/PE and BOPP/PE laminates offer improved tensile strength, imprimible, and a glossy finish, contributing to both product protection and premium presentation.
Recyclability Considerations: All-PE structures, including advanced oriented-PE films (MDO-HD, BOPE-HD), are gaining traction for improved recyclability (p.ej., approved by How2Recycle), whereas multi-material laminates can present recyclability challenges due to their layered composition.
Pensamientos finales
Vertical Form Fill Seal (VFFS) machines emerge as an indispensable and highly adaptable solution for contemporary packaging challenges. Their inherent vertical design delivers significant space savings while their robust mechanics and advanced motion control systems ensure efficient, high-speed production across a vast range of product types—from powders and granules to fragile snacks. Coupled with their versatility in accommodating diverse bag styles, such as pillow, side-gusset, and premium quad-seal formats, VFFS technology provides a comprehensive platform for optimized packaging operations.
For manufacturers, investing in VFFS means securing a competitive edge through enhanced operational efficiency, superior product protection, and consistent package quality. By meticulously matching filler types, leveraging advanced film tension controls, and implementing a diligent maintenance regimen, businesses can maximize throughput, minimize material waste, and extend product shelf-life. This strategic approach ensures not only a visually appealing end product but also contributes significantly to profitability and a strong brand presence in a demanding market.
Preguntas frecuentes
What is the difference between VFFS and HFFS machines, and which should I choose?
For snacks and dry foods, VFFS (vertical form-fill-seal) is the standard choice due to its compact footprint, lower capital cost, and efficient high-speed bagging of free-flowing products into common bag styles (pillow, gusseted, block-bottom). HFFS (horizontal form-fill-seal/flow-wrap) is preferred for premium product presentation, controlled orientation, and complex pouch shapes, often requiring a larger machine and higher investment. For typical snack lines (chips, nuts) with gravity-fed multihead weighers, VFFS is standard; HFFS is reserved for individually wrapped items, trays, or shaped stand-up pouches where appearance and orientation are critical. High-speed HFFS can reach ≈300 pouches/min, while typical VFFS snack lines run about 50–70 pouches/min.
How fast can a VFFS machine run, and what factors affect its throughput?
Most modern snack and dry-food VFFS machines typically run between 40–100 bags per minute (bpm) in standard intermittent-motion applications. High-performance continuous-motion snack baggers can reach up to about 300 bpm. Throughput is primarily influenced by bag length and width, film type and thickness, sealing dwell time/temperature, product characteristics (p.ej., free-flowing vs. fragile), dosing/filler speed, and the machine’s motion type (intermittent vs. continuo).
What types of films and materials work best with VFFS packaging equipment?
For snack and dry food on VFFS machines, the best-performing films are heat-sealable polyolefin laminates, typically in the 40–120 µm thickness range. Common examples include OPP/PE, PET/PE, or PET/Al foil/PE rollstock with corona-treated, sealable inner layers. For ambient snacks (chips, nuts, candies), biaxially oriented polypropylene (BOPP/OPP) or polyester (MASCOTA) laminates with polyethylene (educación física) sealant layers are frequently used. Aluminum foil or metallized PET barriers are added for enhanced oxygen, aroma, or light protection. Films must be compatible with the heat and pressure crimp sealing utilized by VFFS jaws; materials like PET, educación física, OPP, and foil-based laminates designed as heat-sealable packaging films are standard. Water-soluble films (p.ej., PVOH) and specialty polyester laminates can also be used for specific applications.